


Latar Belakang
Bermacam-macam
metode telah ditemukan untuk penyambungan bagian-bagian dari logam. Semuanya
ini termasuk metode mekanis misalnya dengan mur dan baut, keling, pasak,
sambungan pres/kempa dan pengkerutan; serta metode metalurgi dengan cara
mendekatkan permukaan sebisa mungkin. Tipe dari metode ini adalah dengan
membuat/memberikan gaya pada penyambungan dalam berbagai cara : penyambungan
mekanis langsung dengan
menggesekkan
permukaan, sementara itu penyambungan metalurgi terjadi sebagaimana dengan
pengelasan, gaya tarik terjadi antar atomdari logam tersebut.
Dengan
penyambungan mekanis, lubang atau alur pasak harus disiapkan pada bagian yang
disambung dan biasanya keduanya harus bertumpukan. Bagaimanapun juga jika kedua
bagian ini harus dipisah atau dilepas maka semuanya ini akan mudah
dilaksanakan. Pada
masalah
pengelasan, bagian-bagian yang disambung akan menjadi satu (menyatu) selamanya,
yang mana setelah disambung tidak mudah untuk dipisahkan satu dengan yang lain.
Dengan
melihat keunggulan dari perkembangan teknologi pada berbagai industri, misalnya
rel kereta, otomotif, bangunan kerangka baja, bejana tekan, bangunan kapal,
jembatan, industri permesinan, industry kimia, tenaga nuklir sampai untuk
kerangka kaca dan produksi barangbarang hias, teknik pengelasan telah membuat
suatu kemajuan yang
pesat.
Pengembangan las mempunyai sejarah yang panjang. Jika teknologi pengelasan ini
tidak dikembangkan, industri-industri tersebut di atas tidak bisa menikmati
kemajuan teknologi. Walaupun sebagian besar material yang disambung dengan
pengelasan adalah logam, pada saat ini telah memungkinkan untuk menyambung
keramik, plastik, dan material-material lain dengan pengelasan, dan sekarang
ini memungkinkan melaksanakan pengelasan di luar angkasa.
Pada proses pengelasan terjadi beberapa problem yang disebabkan
oleh lokalisasi panas dari material yang disambung, problem tersebut antara
lain :
1. Terjadinya perubahan kualitas pada material setempat
2. Terjadi regangan dan tegangan sisa
3. Dapat menimbulkan cacat pada pengoperasiannya
Problem-problem ini dapat menimbulkan cacat atau merusak konstruksi
pengelasan. Bagaimanapun juga, pengelasan digunakan dalam kehidupan
sehari-hari, sehingga untuk menjamin kualitas pengelasan, problem-problem tersebut
harus dapat diatasi.
Jenis dan Kalsifikasi Teknologi Las
Las adalah
proses penyambungan dua material secara permanen dengan cara mencairkan kedua
material yang akan disambung dan diikuti oleh material pengisi. Berikut ini
klasifikasi dan jenis pengelasan.
a. Klasifikasi pengelasan ditinjau dari sumber
panasnya. Pengelasan dapat dibedakan tiga:
1. Mekanik
2. Listrik
3. Kimia
Sedangkan
menurut cara pengelasan, dibedakan menjadi dua bagian besar:
1. Pengelasan
tekanan (Pressure Welding)
2. Pengelasan
Cair
b. Jenis-jenis Pengelasan
1. Berdasarkan Panas Listrik
1. Berdasarkan Panas Listrik
• SMAW (Shield Metal Arch Welding) adalah las busur nyala api listrik
terlindung dengan mempergunagakan busur nyala listrik sebagai sumber panas
pencair logam. Jenis ini paling banyak dipakai dimana–mana untuk hampir semua
keperluan pekerjaan pengelasaan. Tegangan yang dipakai hanya 23 sampai dengan
45 Volt AC atau DC, sedangkan untuk pencairan pengelasan dibutuhkan arus hingga
500 Ampere. Namun secara umum yang dipakai berkisar 80 – 200 Ampere
• SAW (Submerged Arch Welding) adalah las busur terbenam atau pengelasan dengan busur nyala api listrik. Untuk mecegah oksidasi cairan metal induk dan material tambahan, dipergunakan butiran–butiran fluks / slag sehingga bususr nyala terpendam di dalam ukuran–ukuran fluks tersebut
• SAW (Submerged Arch Welding) adalah las busur terbenam atau pengelasan dengan busur nyala api listrik. Untuk mecegah oksidasi cairan metal induk dan material tambahan, dipergunakan butiran–butiran fluks / slag sehingga bususr nyala terpendam di dalam ukuran–ukuran fluks tersebut
• ESW (Electro Slag Welding) adalah pengelasan busur terhenti, pengelasan sejenis SAW namun bedanya pada jenis ESW busurnya nyala mencairkan fluks, busur terhenti dan proses pencairan fluk berjalan terus dam menjadi bahan pengantar arus listrik (konduktif). Sehingga elektroda terhubungkan dengan benda yang dilas melalui konduktor tersebut. Panas yang dihasilkan dari tahanan terhadap arus listrik melalui cairan fluk / slag cukup tinggi untuk mencairkan bahan tambahan las dan bahan induk yang dilas tempraturnya mencapai 3500° F atau setara dengan 1925°C
• SW (Stud Welding) adalah las baut pondasi, gunanya untuk menyambung bagian satu konstruksi baja dengan bagian yang terdapat di dalam beton (baut angker) atau “ Shear Connector “
• ERW (Electric Resistant Welding) adalah las tahanan listrik yaitu dengan tahanan yang besar panas yang dihasilkan oleh aliran listrik menjadi semakin tinggi sehingga mencairkan logam yang akan dilas. Contohnya adalah pada pembuatan pipa ERW, pengelasan plat– plat dinding pesawat, atau pada pagar kawat
• EBW (Electron Beam Welding) adalah las dengan proses pemboman elektron, suatu pengelasan uang pencairannya disebabkan oleh panas yang dihasilkan dari suatu berkas loncatan elektron yang dimamapatkan dan diarahkan pada benda yang akan dilas. Penelasan ini dilaksanakan di dalam ruang hampa, sehingga menghapus kemungkinan terjadinya oksidasi atau kontaminasi
2. Berdasarkan Panas Listrik dan Gas
• GMAW (Gas Metal Arch Welding) terdiri dari ; MIG (Metal Active Gas) dan MAG (Metal Inert Gas) adalah pengelasan dengan gas nyala yang dihasilkan berasal
dari busur nyala listrik, yang dipakai sebagai pencair metal yang di–las dan
metal penambah. Sebagai pelindung oksidasi dipakai gas pelindung yang berupa
gas kekal (inert) atau CO2. MIG digunakan untuk mengelas besi atau baja,
sedangkan gas pelindungnya adalah mengunakan Karbon dioxida CO2. TIG digunakan
untuk mengelas logam non besi dan gas pelindungnya menggunakan Helium (He)
dan/atau Argon (Ar)
• GTAW (Gas Tungsten Arch Welding) atau TIG (Tungsten Inert Gas) adalah
pengelasn dengan memakai busur nyala dengan tungsten/elektroda yang terbuat
dari wolfram, sedangkan bahan penambahnyyadigunakan bahan yang sama atau
sejenis dengan material induknya. Untuk mencegah oksidasi, dipakai gas kekal
(inert) 99 % Argon (Ar) murni• FCAW (Flux Cored Arch Welding) pada hakikatnya hampir sama dengan proses pengelasan GMAW. Gas pelindungnya juga sama-sama menggunakan Karbon dioxida CO2. Biasanya, pada mesin las FCAW ditambah robot yang bertugas untuk menjalankan pengelasan biasa disebut dengan super anemo
• PAW (Plasma Arch Welding) adalah las listrik dengan plasma yang sejenis dengan GTAW hanya pada proses ini gas pelindung menggunakan bahan campuran antara Argon (Ar), Nitrogen (N) dan Hidrogen (H) yang lazim disebut dengan plasma. Plasma adalah gas yang luminous dengan derajat pengantar arus dan kapasitas termis / panas yang tinggi dapat menampung tempratur diatas 5000° C
3. Berdasarkan Panas Yang Dihasilkan Campuran Gas
• OAW (Oxigen Acetylene Welding) adalah sejenis dengan las karbid / las otogen. Panas yang didapat dari hasil pembakaran gas acetylene (C2H2) dengan zat asam atau Oksigen (O2). Ada juga yang sejenis las ini dan memakai gas propane (C3H8) sebagai ganti acetylene. Ada pula yang memakai bahan pemanas yang terdiri dari campuran gas hidrogen (H) dan zat asam (O2) yang disebit OHW (Oxy Hidrogen Welding)
4. Berdasarkan Ledakan dan reaksi isotermis
• EXW (Explosion Welding) adalah las yang sumber panasnya didapatkan dengan meledakkan amunisi yang dipasang pada suatu mold/cetakan pada bagian tersebut dan mengisi cetakan yang tersedia. Cara ini sangat praktis untuk menyambung kawat baja / wire rope, slenk. Cara pelaksanaannya adalah ujung-ujung tambang kawat dimasukkan ke dalam mold yang telah terisi amunisi selanjutnya serbuk ledak tersebut dinyalakan dengan pemantik api, maka terjadilah reaksi kimia eksotermis yang sangat cepat sehingga menghasilkan suhu yang sangat tinggi sehingga terjadilah ledakan. Ledakan tersebut mencairkan kedua ujung kawat baja yang terdapat didalam mold tadi, sehingga cairan metal terpadu dan mengisi ruangan yang tersedia didalam mold.
• EXW (Explosion Welding) adalah las yang sumber panasnya didapatkan dengan meledakkan amunisi yang dipasang pada suatu mold/cetakan pada bagian tersebut dan mengisi cetakan yang tersedia. Cara ini sangat praktis untuk menyambung kawat baja / wire rope, slenk. Cara pelaksanaannya adalah ujung-ujung tambang kawat dimasukkan ke dalam mold yang telah terisi amunisi selanjutnya serbuk ledak tersebut dinyalakan dengan pemantik api, maka terjadilah reaksi kimia eksotermis yang sangat cepat sehingga menghasilkan suhu yang sangat tinggi sehingga terjadilah ledakan. Ledakan tersebut mencairkan kedua ujung kawat baja yang terdapat didalam mold tadi, sehingga cairan metal terpadu dan mengisi ruangan yang tersedia didalam mold.
Jenis Sambungan Las
Penyambungan
dalam pengelasan diperlukan untuk meneruskan beban atau tegangan diantara bagian-bagian yang disambung. Karena meneruskan beban, maka bagian sambungan
juga akan menerima beban. Oleh karenanya, bagian sambungan paling tidak
memiliki kekuatan yang sama dengan bagian yang disambung. Untuk dapat
menyambung dua komponen logam diperlukan berbagai jenis sambungan. Pada
sambungan inilah nantinya logam tambahan diberikan, sehingga terdapat kesatuan
antara komponen-komponen yang disambung. Berbagai jenis sambungan yang dimaksud
adalah :
1. Sambungan Temu (Butt Joint)
2. Sambungan T (Tee joint)
3. Sambungan Sudut (Corner joint)
4. Sambungan Saling Tumpang (Lap Joint)
5. Sambungan Sisi (Edge Joint)

Gambar
Jenis-jenis Sambungan Las

Gambar
contoh Sambungan Las
Cacat Las dan Pengujian
Macam-macam Cacat Las
☻ Crack (retak) adalah tipe ketidaksempurnaan yang
paling berbahaya mempengaruhi kemulusan dari rakitan las. Cacat ini tidak dapat
diterima sehingga harus dilakukan uji radiogravi ulang.
☻ Incomplete Penetration (kurang penembusan) adalah
cacat las yang disebabkan oleh kurangnya penetrasi sewaktu pengelasan pertama
atau posisi elektroda terlalu tinggi. Cacat ini disebabakan karena terlalu
rapatnya celah antara bevel dan arus pengelasa pertama terlalu rendah. Cacat
ini juga harus diadakan uji ulang radiogravi ulang.
☻ Slag Inclution adalah jenis cacat yang biasanya
disebabkan oleh 3 hal yaitu :
a. Pembersihan kerak yang kurang sempurna.
b. Arus pengelasan lintas panas atau pengelasan
kedua terlalu rendah sehingga tidak dapat mencairkan secara sempurna permukaan
las pertama yang mengakibatkan tertinggalnya sisa-sisa terak didalam bahan las
yang membeku.
c. Arus pengelasaan pertama yang terlalu rendah
sehingga bentuk alur las pertama cembung.
☻ Porosity adalah
cacat yang disebabkan oleh kelembaban yang terjadi sewaktu pengelasan
dilaksanakan yang berasal dari kampuh yang basah atau lembab, electrode yang
lembab, hembusan angin yang basah sewaktu pengelasaan, adanya lapisan
minyak/cat pada kampuh las dan lain-lain.
☻ Undercutting
adalah jenis cacat yang disebabkan oleh :
a. Terlalu tingginya arus pada lajur las
terakhir sehingga melebihi batas maksimum yang diijnkan. Akibatnya suhu terlalu
tinggi dan melelehkan bahan dasar disekitar pinggir kampuh tidak terisi bahan
las sepenuhnya.
b. Ayunan electrode tang tidak penuh sehingga
sebagian sisi kampuh tidak terisi bahan las sepenuhnya.
c. Penyetelan yang tinggi rendah yang
mengakibatkan sebagian tepi kampuh kurang terisi bahan las.
☻ Undeercut ini dapat memperlama kekuatan
sambungan sehingga harus diisi dengan las dengan cara stringing (las satu logam
dengan electrode tidak diayun).
☻
Burnthrough adalah kennis cacat yang disebabkan karena
menetesnya bahan las melewati akar
kampuh pada suatu saat tertentu akibat terlalu dalamnya letak ujung
electrode meskipun hanya sesaat saja. Cacat ini tampak sebagai noda-noda besar
di tengah jalur las berwarna gelap satu-satu pada jarak tertentu.
Pengujian
Pengelasan
A.
Destruktive
Test (DT)
Destructive
test adalah pengujian yang dilakukan dengan cara merusak benda uji. Pengujian
ini bertujuan untuk mengetahui sifat-sifat mekanis dari material atau sambungan las telah memenuhi spesifikasi
yang diisyaratkan oleh code dan desain.Dalam kegiatan inspeksi pengelasan,
pengujian dilakukan pada tes coupon sebagai benda uji. Test coupon harus dibuat
sesuai dengan code yang berlaku, dimana pengelasan pasa test coupon
dilaksanakan harus berdasarkan WPS yang digunakan. Data hasil pengujian ini
akan dievalusi untuk memastikan bahwa WPS yang dibuat dan hasil las produksi
nantinya dapat memenuhi criteria sifat mekanis dan selanjutnya direkam dalam
dokumen PQR.
Beberapa
metode DT yang sering digunakan pada test
coupon adalah :uji tarik, uji lengkung, uji pukul, uji kekerasan.
1. Uji
Tarik ( Tensile Test )
Prinsip kerja :
Batang uji dijepit pada kedua
ujungnyapada mesin uji tarik, kemudian ditarik secara terus menerus sampai
putus. Pengujian ini bertujuan untuk menentukan sifat-sifat mekanis dari bahan
logam, yaitu : Kuat Tarik (Tensile Strengh), Batas ulur, Regang, Reduksi/
kontraksi dan modulus elastisitas.
salah satu contoh mesin tarik
2. Uji
Lengkung (Bend Test)
Prinsip kerja :
Batang uji di lengkung di tengahnya
dengan duri pelengkung, dengan ditumpu jarak lengkung tertentu oleh dua rol
penumpu yang dapat berputar, sampai mencapai sudut lengkung tertentu .
Pengujian ini bertujuan untuk
mengetahui elastisitas dari bahan logam terhadap lengkungan.
B.
Non
Destruktive Test
NDT (Non Destruktive Test) menggunakan Penetran test
pada hasil pengelasan, dengan tahapan pengerjaannya sebagai berikut :
-
Area yang akan diuji
terlebih dahulu dibersihkan dan tidak basah. Area tersebut dibersihkan
mengunakan gurinda, palu atau alat lainnya dari sisa/ serbuk hasil pengelasan.
-
Setelah dibersihkan,
area tersebut dilap menggunakan Cleaner agar serbuk kotoran juga terangkat
-
Lalu sekitar 5 menit
setelah diberi cleaner, area tersebut disemprotkan Penetran (merah) secara
merata pada bagian yang diduga terjadi cacat las
-
Setelah itu ditunggu
hingga 10 menit, lalu dibersihkan lagi mengguanakan cleaner dan disemprotkan
lagi Developer (putih) pada area tersebut secara merata
-
Hasilnya, daerah yang
diduga terdapat cacat las akan lebih kemerahan. Dengan kata lain cairan
Penetran akan terlihat meskipun sudah tertutup oleh cairan Developer
Alat
dan Perlengkapan Las
Peralatan
pengelasan antara lain :
1. Pesawat Las Arus
Bolak-Balik (AC)
Macam-macam pesawat las ini seperti Transformator las, pembangkit
listrik motor diesel atau motor bensin. Transformator las yang kebanyakan
digunakan di industri-industri mempunyai kapasitas 200 sampai 500 amper.
Pesawat las ini sangat banyak dipakai karena biaya operasinya yang rendah
disamping harganya yang relatif murah. Voltase keluar dari pesawat
transformator ini antara 38 sampai 70 volt.
2. Pesawat Las Arus
Searah (DC)
Pesawat las arus searah ini dapat berupa pesawat
transformator rectifier, pembangkit listrik motor diesel atau motor bensin,
maupun pesawat pembangkit listrik yang digerakkan oleh motor listrik.Salah satu
jenis dari pesawat las arus searah yaitu pesawat pembangkit listrik yang
digerakkan oleh motor tistrik (motor generator)
3.
Pesawat Las AC-DC.
Pesawat las ini merupakan gabungan dari pesawat
las arus bolak-balik dan arus searah. Dengan, pesawat ini akan lebih banyak
kemungkinan pemakaiannya karena arus yang keluar dapat arus searah maupun arus
bolak-balik. Pesawat las jenis ini misalnya transformator-rectifier maupun
pembangkit listrik motor diesel.
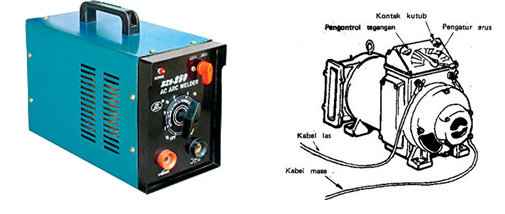
Gambar Pesawat Las
4. Kabel Las
Kabel las biasanya dibuat dari tembaga yang dipilin dan dibungkus
dangan karet isolasi Yang disebut kabel las ada tiga macam yaitu :
·
kabel elektroda
·
kabel massa
·
kabel tenaga
Kabel elektroda adalah kabel yang menghubungkan pesawat las dengan
elektroda. Kabel massa menghubungkan pesawat las dengan benda kerja.
Kabel tenaga adalah kabel yang menghubungkan sumber tenaga atau jaringan
listrik dengan pesawat las. Kabel ini biasanya terdapat pada pesawat las AC
atau AC - DC.

Gambar Kabael Las
Dalam tabel 1 ditunjukkan ukuran luas penampang kabel las (kabel
elektroda atau kabel massa) untuk panjang tertentu pada kapasitas arus pesawat
las.
5. Pegangan Elektroda
Ujung yang tidak
berselaput dari elektroda dijepit dengan pemegang elektroda. Pemegang elektroda
terdiri dari mulut penjepit dan pegangan yang dibungkus oleh bahan penyekat.
Pada waktu berhenti atau selesai mengelas, bagian pegangan yang tidak
berhubungan dengan kabel digantungkan pada gantungan dari bahan fiber atau kayu.

Gambar Pengangan Elektroda
6. Palu Las
Palu Ias digunakan untuk melepaskan dan mengeluarkan terak
las pada jalur Ias dengan jalan memukulkan atau menggoreskan pada daerah las.
Berhati-hatilah membersihkan terak Ias dengan palu Ias karena kemungkinan
akan memercik ke mata atau ke bagian badan lainnya.
7. Sikat Kawat
Dipergunakan untuk :
·
membersihkan
benda kerja yang akan dilas
·
membersihkan
terak Ias yang sudah lepas dari jalur las oleh pukulan palu las.

8. Klem Massa
Klem massa edalah suatu alat untuk menghubungkan kabel
massa ke benda kerja. Biasanya klem massa dibuat dari bahan dengan penghantar
listrik yang baik seperti Tembaga agar arus listrik dapat mengalir
dengan baik, klem massa ini dilengkapi dengan pegas yang kuat. Yang dapat
menjepit benda kerja dengan baik .
Walaupun demikian permukaan benda kerja yang akan dijepit
dengan klem massa harus dibersihkan terlebih dahulu dari kotoran-kotoran
seperti karat, cat, minyak.

Perlengkapan Pengelasan antara lain
:
1. Helm Las
Helm Ias maupun tabir las digunakan untuk melindungi kulit
muka dan mata dari sinar las (sinar ultra violet dan ultra merah) yang dapat
merusak kulit maupun mata, Sinar Ias yang sangat terang/kuat itu tidak boleh
dilihat dangan mata langsung sampai jarak 16 meter. Helm las ini dilengkapi
dengan kaca khusus yang dapat mengurangi sinar ultra violet dan ultra merah
tersebut. Ukuran kaca Ias yang dipakai tergantung pada pelaksanaan pengelasan.

2. Sarung
Tangan
Sarung tangan dibuat dari kulit atau asbes lunak untuk memudahkan
memegang pemegang elektroda. Pada waktu mengelas harus selalu dipakai sepasang
sarung tangan.
3. Balu
Las/Apron
Baju las/Apron dibuat dari kulit atau dari asbes. Baju las yang
lengkap dapat melindungi badan dan sebagian kaki. Bila mengelas pada posisi
diatas kepala, harus memakai baju las yang lengkap. Pada pengelasan posisi
lainnya dapat dipakai apron.


4. Sepatu Las
Sepatu las berguna untuk
melindungi kaki dari semburan bunga api, Bila tidak ada sepatu las, sepatu
biasa yang tertutup seluruhnya dapat juga dipakai.

5. Kamar Las
Kamar Ias dibuat dari
bahan tahan.api. Kamar las penting agar orang yang ada disekitarnya tidak
terganggu oleh cahaya las. Untuk mengeluarkan gas, sebaiknya kamar las dilengkapi
dangan sistim ventilasi: Didalam kamar las ditempatkan meja Ias. Meja las harus
bersih dari bahan-bahan yang mudah terbakar agar terhindar dari kemungkinan
terjadinya kebakaran oleh percikan terak las dan bunga api.

6. Masker Las
Jika tidak memungkinkan
adanya kamar las dan ventilasi yang baik, maka gunakanlah masker las, agar
terhindar dari asap dan debu las yang beracun.

PRAKTIKUM
PENGELASAN
Tempat dan Waktu Praktikum
Tempat
: Laboratorium Konstruksi Perkapalan Universitas Hasanuddin
Waktu :
-
Prosedur Praktikum
a.
Tahap
Persiapan
Pembuatan specimen dan pemeriksaan alat/perlengkapan
las. Bahan specimen dari besi strip ukuran 2900 mm x 40 mm x 6 mm. Ukuran specimen
adalah 300 mm x 40 mm x 6 mm sebanyak 2 buah. sebelum melakukan pengelasan,
maka specimen ini dibersihkan terlebih dahulu dengan menggunakan amplas dan
sikat agar kotoran dan debu yang menempel hilang.
b.
Tahap
Pelaksanaan
1. Pengelas
sebaiknya mengenakan semua perlengkapan pengaman, seperti helmet las, pakaian kerja, sarung
tangan las, dan sepatu pengaman.
2. Mesin
las diatur agar mengeluarkan output arus yang optimal.
3. Elektroda
dijepit pada klem tangkai las dan specimen disiapkan serta dilakukan 3 las titik,
2 pada ujung dan 1 ditengah specimen. Hal untuk merekatkan 2 bahan logam
specimen ini.
4. Setelah
3 las titik dilakukan, kemudian dilakukan pengelasan pada bagian yang belum
dilakukan pengelasan sepanjang bahan spesimen. Hasil pengelasan inilah yang
nantinya akan dinilai.
5. Hasil
pengelasan kemudian dibersihkan dengan palu runcing dan sikat kawat untuk
membersihkan terak las.
6. Hasil
las kemudian dievaluasi yang dibuat dalam bentuk laporan hasil kerja.
Alat dan Perlengkapan
Praktikum
a.
Peralatan Utama Las
1. Mesin
Las / Trafo Las
2. Sumber
Tenaga Listrik AC/DC
3. Kabel
Las
4. Tangkai
Las dan Klem
b.
Peralatan
Pelengkap Las
1. Palu
Runcing
2. Sikat
Metal
c. Perlengakapan
Lainnya
1. Helmet
2. Sarung
Tangan Las
3. Sepatu
kerja Isolator.
Spesimen Praktikum
Bahan specimen dari besi strip ukuran 2900 mm x 20
mm x 6 mm. ukuran specimen adalah 300 mm x 40 mm x 6 mm. sebelum melakukan
pengelasan, maka specimen ini dibersihkan terlebih dahulu dengan menggunakan
amplas dan sikat agar kotoran dan debu yang menempel hilang.
Visualisasi Hasil Praktikum
selanjutnyamilik pribadi... maaf ^_^ selamat berjuang...

0 komentar:
Posting Komentar